Vacuum Precision Casting Furnace is mainly used for producing the most advanced high-temperature alloy castings, widely used in the fields of aerospace, gas turbines, medical devices, energy generation, etc.
Traditional process castings have a random grain structure, also known as equiaxed crystals (EQ). The casting front mold shell needs to be preheated according to the process requirements, then the preheated mold shell is placed into the casting mold chamber and quickly transferred to the melting chamber, and then the melted metal liquid is quickly cast into the mold shell in the vacuum environment of the melting chamber.

Directional solidification (DS) and single crystal casting (SC) processes can make the parts undergo very stable controlled solidification during the casting process, thereby greatly improving the mechanical properties of the parts at high temperatures. Therefore, they are widely used in the fields of aviation engines and industrial gas turbines.
Equiaxed crystal vacuum precision casting furnaces adopt a three-chamber structure and are equipped with an independent chamber for temperature measurement. During operation, the melting chamber is always in a vacuum state, and the preheated mold shell is directly loaded into the ingot mold chamber and quickly evacuated. There is a water-cooled flap isolation valve between the melting chamber and the casting mold chamber, and the mold shell can be quickly sent into the melting chamber through the lifting mechanism located in the pit of the equipment for casting operations. The produced castings have a random grain structure, that is, equiaxed crystals.
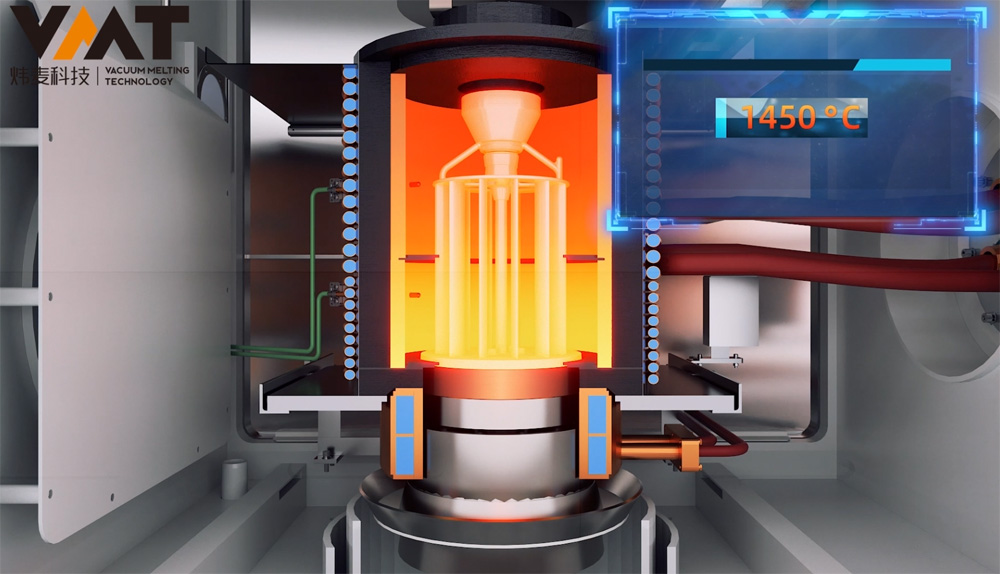
Directional solidification (DS) and single crystal casting (SC) vacuum precision casting furnaces also usually adopt a three-chamber structure. Compared with the melting chamber of the equiaxed crystal precision casting furnace, the directional solidification (DS) and single crystal casting (SC) vacuum precision casting furnaces have an additional set of double-zone heating and insulation coils for the mold shell, so that the temperature of the mold shell is slightly higher than the casting alloy temperature before pouring. The mold shell is placed on the water-cooled crucible disc, and the mold shell is raised to the position below the water-cooled ring in the heating area through the lifting mechanism in the pit of the equipment. By precisely controlling the temperature gradient between the water-cooled area and the heating area, and controlling the pulling speed of the lifting mechanism, the casting can achieve directional solidification, thereby producing qualified single crystal castings or directional castings.

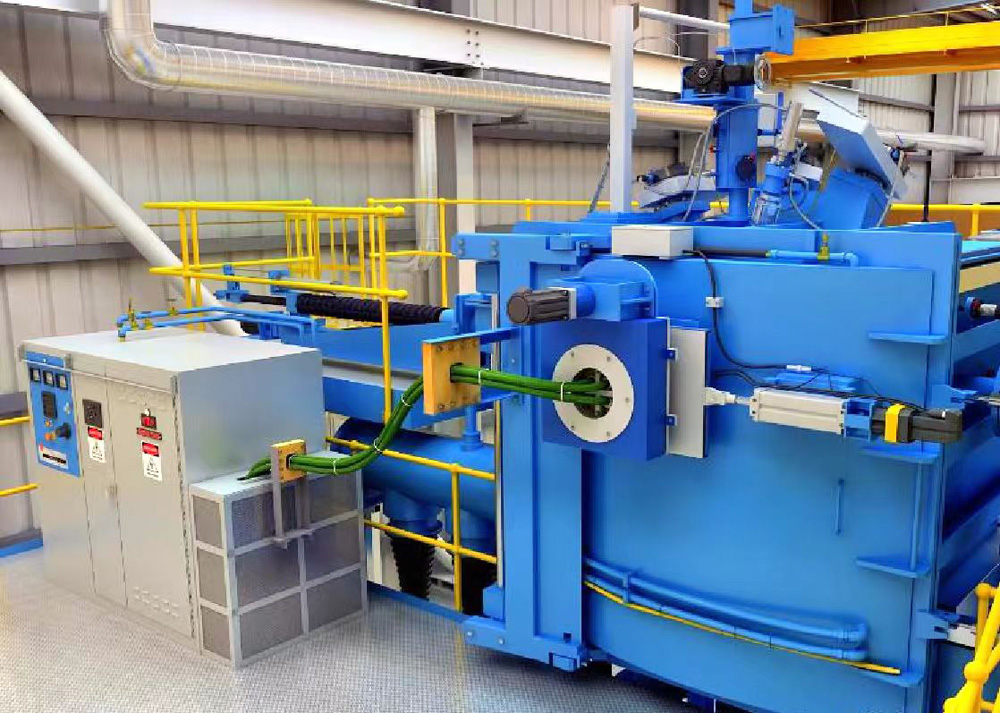
VMT's vacuum precision casting furnace adopts a semi-continuous furnace design, with two process structures of top charging vertical three-chamber furnace and side charging horizontal three-chamber furnace. Melting and casting actions are carried out in two separate vacuum chambers, equipped with independent charging and temperature measurement and sampling vacuum chambers. The induction melting coil and crucible are installed on the melting chamber door, driven by a servo motor, which can perform precise controllable horizontal movement and tilting actions to ensure the safety and accuracy of the casting operation. Raw materials can be charged through the charging chamber without breaking the vacuum. Each independent chamber is equipped with a water-cooled isolation valve to achieve an independent vacuum environment for each chamber, realizing semi-continuous production operations.
VMT's three-chamber vacuum precision casting furnace, its scientifically reasonable overall design concept and highly automated control procedures have been unanimously recognized by industry experts, reaching an internationally advanced level, and have been highly praised by high-end customers in the fields of aerospace and gas turbines, as well as material research institutions.
| Furnace overall design | 25KG | 75KG | 100KG | 150KG | 200KG |
| Furnace type | Vertical three-chamber furnace | Vertical three-chamber furnace | Vertical three-chamber furnace | Vertical three-chamber furnace | Vertical three-chamber furnace |
| Casting Weight(Nickel Alloy) | 10-25 KG | 50-75 KG | 75-100 KG | 100-150 KG | 150-200 KG |
| Maximum mold diameter(EQ) | 550 mm | 700 mm | 800 mm | 950 mm | 1,000 mm |
| Maximum mold diameter(DS/SC) | 400 mm | 550 mm | 600 mm | 700 mm | 800 mm |
| Maximum mold height(EQ) | 500 mm | 750 mm | 800 mm | 1,000 mm | 1,500 mm |
| Maximum mold height(DS/SC) | 400 mm | 600 mm | 700 mm | 800 mm | 1,000 mm |
| Isolation valve diameter | 600 mm | 750 mm | 900 mm | 1,000 mm | 1,050 mm |
| Ingot feeding method | Vertical | Horizontal/vertical | Horizontal/vertical | Vertical | Vertical |
| Standard melting power | 125 KW | 175 KW | 225 KW | 250 KW | 300 KW |
| Mold heating power(DS/SC) | 125 KW | 175 KW | 175 KW | 225 KW | 250 KW |