Vacuum arc remelting furnace (referred to as consumable furnace VAR) is a secondary vacuum remelting refining equipment, which uses arc as a heat source to melt metals in a vacuum water-cooled crucible to improve the purity and uniformity of metal materials. Arc remelting under vacuum environment can also effectively reduce the content of hydrogen, oxygen, nitrogen and other gas elements in metal materials.
In the vacuum arc remelting furnace, under the high temperature of the direct current arc, the self-consuming electrode quickly melts, and the falling metal melt enters the melting pool. The liquid metal in the melting pool solidifies quickly in the copper crucible due to water cooling. Throughout the entire remelting process, the self-consuming electrode and the melting pool are always precisely controlled to maintain a stable dynamic arc length while maintaining a constant melting speed of the self-consuming electrode. A series of physical and chemical reactions occur during the arc remelting process. Metal melt droplets will burst instantly due to the passage of large currents, and then the metal droplets fall into the melting pool. This process will also remove some gases and volatile elements, thereby improving the purity of the metal and improving the microcrystalline structure of the ingot.
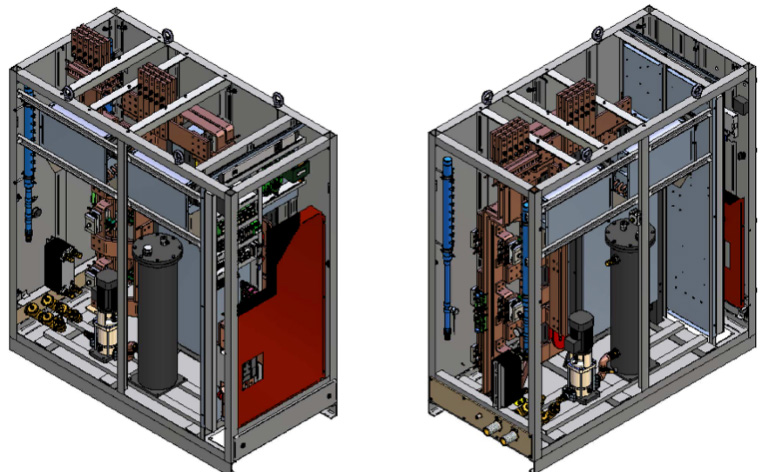
VAR furnace generally consists of components such as the furnace head, furnace head lifting and rotation mechanism, melting station, DC power supply, short net system, weighing system, X-Y centering adjustment system, vacuum system, cooling water system, and fully automatic constant melting speed control system. The furnace head is located at the top of the entire equipment, and the eletrode ram is directly connected to the high-precision servo drive system to achieve the up and down movement of the self-consuming electrode. The eletrode ram forms the negative pole of the short net during the arc melting process. The static melting station is located at the bottom of the entire equipment, consisting of a hoistable water-cooled copper crucible and a fixed water-cooled sleeve, with the crucible placed in a fixed stainless steel water-cooled sleeve during operation.
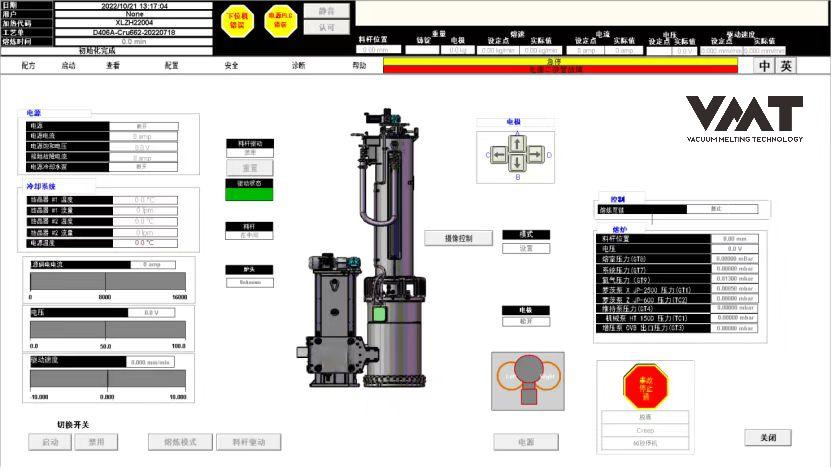
The furnace head is installed as a whole on a box-type frame, and together with the water-cooled copper crucible, it forms a sealed vacuum chamber. After the copper eletrode ram clamps the self-consuming electrode, the copper eletrode ram can lift the self-consuming electrode and then lower the furnace head to the flange of the crucible. After the self-consuming electrode and the preparation process are completed and a vacuum-sealed environment is formed, the direct current melting power supply can be started, and the control system automatically controls the large current arc between the self-consuming electrode (negative pole) and the crucible copper bottom plate (positive pole), quickly forming a metal melting pool on the copper bottom plate.
Due to the strong water cooling of the crucible copper bottom plate, the steel liquid in the metal melting pool will crystallize in a directional solidification manner. Under controllable melting rates and dynamic arc lengths, this controllable directional solidification method can not only prevent severe macro-segregation but also reduce micro-segregation, thereby greatly improving the performance of the ingot metal material.
| Type | 450mmVAR | 600mmVAR | 700mmVAR | 900mmVAR | 1000mmVAR | 1100mmVAR | 1200mmVAR |
| Maximum ingot weight | 2,000KG | 6,000KG | 8,000KG | 10,000KG | 12,000KG | 20,000KG | 30,000KG |
| Maximum crucible diameter | 508mm | 660mm | 730mm | 930mm | 1030mm | 1150mm | 1250mm |
| Power supply rated current | 15,000A | 20,000A | 25,000A | 30,000A | 35,000A | 40,000A | 40,000A |
| Maximum stroke of material rod | 1,800mm | 1,800mm | 1,800mm | 1,800mm | 1,800mm | 1,800mm | 1,800mm |
| Stove travel | 1,300mm | 1,300mm | 1,300mm | 1,300mm | 1,300mm | 1,300mm | 1,300mm |